 18922924269
18922924269有限公司")
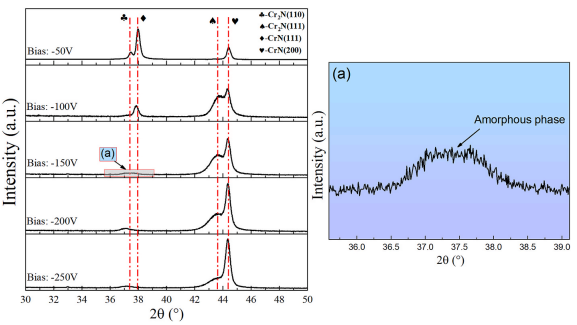
MIS-HiPIMS低温沉积CrSiN涂层——-150V偏压下硬度22.4GPa&96h盐雾测试通过
采用MIS-HiPIMS技术,在180°C低温下通过调控同步脉冲偏压(-50至-250V)沉积CrSiN涂层。-150V时形成nc-CrN/a-Si3N4纳米复合结构,硬度达22.4±0.8GPa,接触角约100°(疏水),96h中性盐雾测试后表面无点蚀,展现出优异的防腐蚀性能
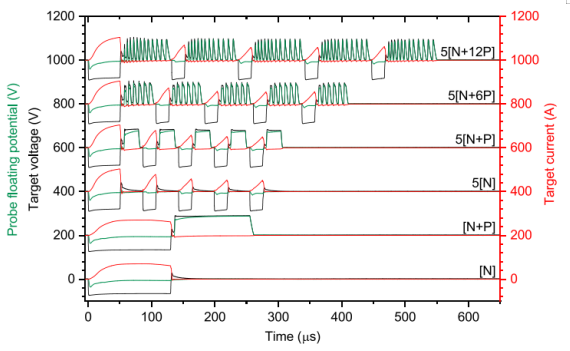
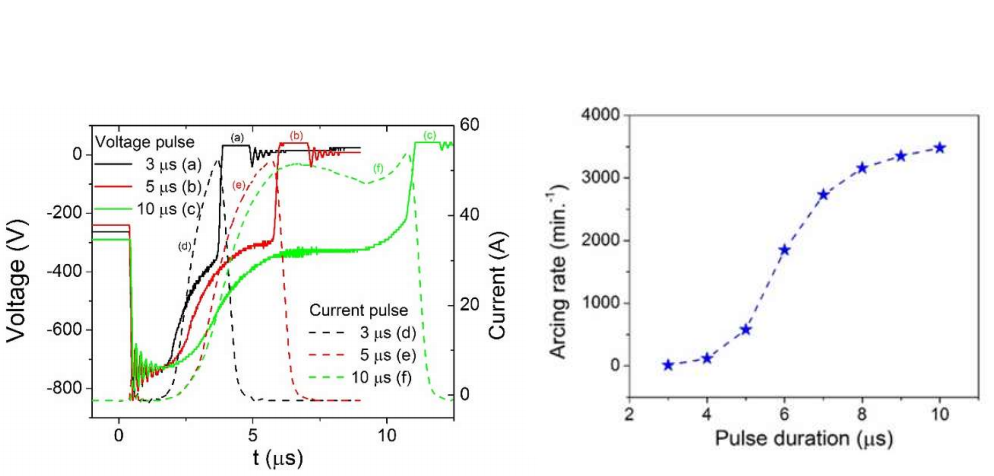
斩波双极HiPIMS增强绝缘表面能量通量——中电容下能量通量提升20%
斩波双极HiPIMS(5[N+6P])通过多个短正脉冲替代单个长正脉冲,在中等表面电容(10nF)下使能量通量比5[N]配置提升20%。斩波单极HiPIMS(5[N])相比标准HiPIMS([N])能量通量提升50%,沉积速率提升20%
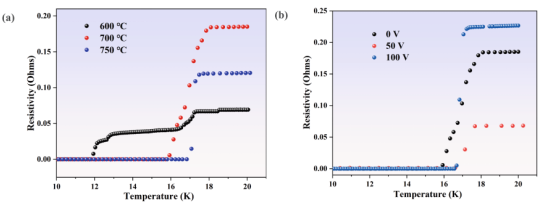
HiPIMS沉积Nb₃Sn薄膜——750°C下Tc达17.43K,无需后退火
采用HiPIMS技术,通过高能离子增强表面扩散,在750°C、-50V偏压下直接沉积A15相Nb3Sn薄膜,Tc高达17.43K(体材理论值18.3K的95%),ΔTc仅0.23K,RRR为2.15,无需任何后退火处理。与传统锡蒸气扩散法
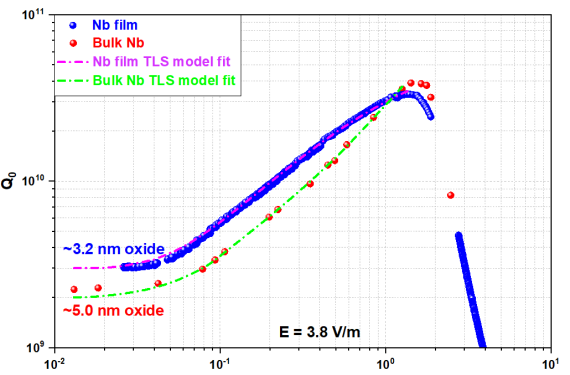
HiPIMS沉积Nb薄膜——mK温区微波损耗与体铌相当,光子寿命达秒级
HiPIMS沉积Nb薄膜(RRR约20,晶粒400–600 nm)在mK温区微波损耗与体铌(RRR约300,晶粒50μm)相当,Q₀达2×10¹⁰,光子寿命>1 s;340°C真空退火使TLS损耗降低10倍。小晶粒、低RRR对超导量子器件所需低场
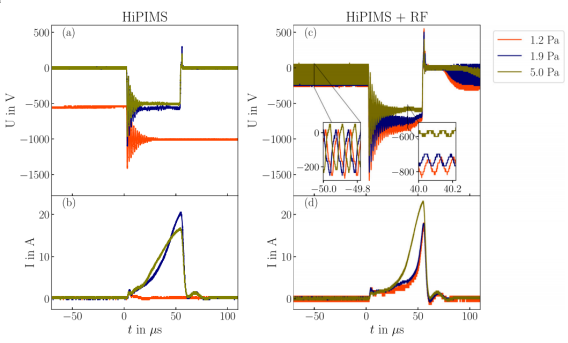
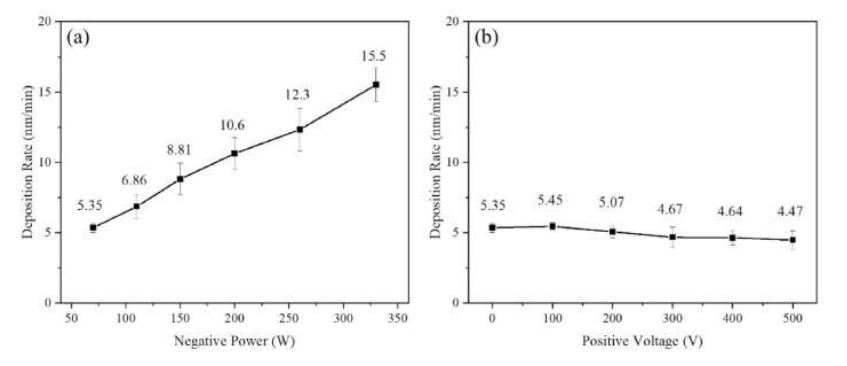
单磁控管上HiPIMS与射频叠加:高离子能量的产生
HiPIMS技术因高离化率而能制备致密、高结合力的薄膜,但HiPIMS中等离子体电位通常较低,仅数eV,限制了离子到达基底时的能量。传统上通过施加负基底偏压来加速离子,但对于介电薄膜或绝缘基底